喷粉器异常
1、喷粉器异常--料位报警
a、查看接近开关位置是否能感应到粉末,有可能粉料搭桥空洞,需要把粉料搅拌松动或更换新粉料;
b、检查接近开关供电线路及信号输出线路;
c、调整感应灵敏度;
d、实际粉量低于传感器位置,导致传感器测量不到。
2、喷粉器异常--喷粉器粉重异常
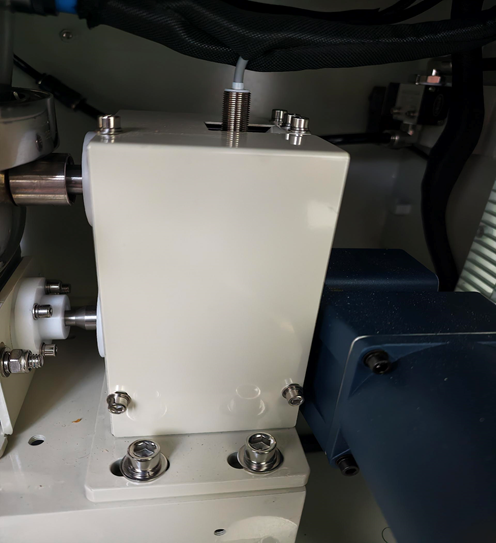
a、检查称重仪表与触摸屏通讯线路(485)及地址参数是否正常;
b、检查粉斗是否安装平衡;
c、检查是否有异物堆积在称重变送器,变送器或仪表是否损坏;
d、没有加粉;
e、检查称重仪表和称台的接线是否正确或松动;
f、重新校准称重仪表。

3、喷粉器异常--电机故障报警
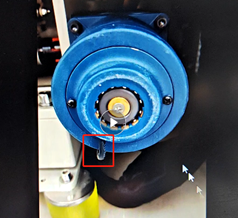
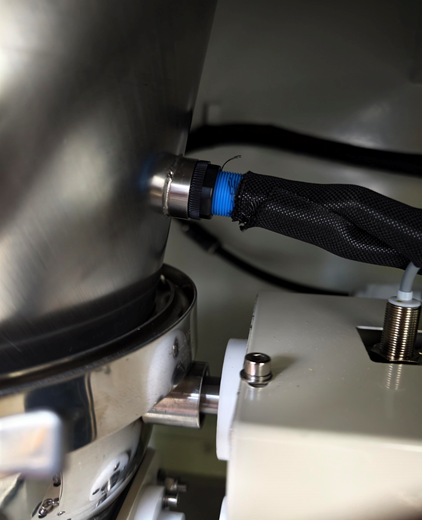
a、优先排查螺杆与接近开关的位置距离,观察螺杆是否转动,接近开关是否随着螺杆的转动有交替亮灭的过程,并检查触摸屏电机防呆设置时间是否过短;
b、若接近开关如何调整都无动作,排查供电线路及信号输出是否正常;
c、若螺杆无转动且电机有发热现象,需拆解电机与螺杆,观察电机是否无动作或螺杆是否断裂,加粉仓是否有异物进入导致阻碍螺杆运行,确认传动箱内部传动轴,轴承,齿轮连接动作是否正常;
d、电机无动作时检查电机供电及信号控制线路,确认电机是否烧坏;
e、防呆时间设置过小。
4、喷粉器异常--搅拌轴异常报警
a、检查接近开关是否偏移,能不能跟随搅拌轴转动亮灭交替;
b、皮带或链条是否断裂,电机有无带动齿轮转动;
c、检查供电及信号输出;
d、检查方法与第3点(电机故障报警)一致;
e、防呆时间设置过小。
5、喷粉器异常--其他报警
a、气源压力报警,没有接气源,气压不在0.2-0.3Mpa之间;
b、粉盖门禁报警,行程开关损坏或是门板没有关到位;
c、粉重上限报警,称重不准、加粉过多或者报警值设置偏小。
6、喷粉器异常--螺杆反转
检查调速器接线,调换CCW和CW接线,COM点不动。
7、喷粉器异常--电机速度不受控制
减速电机尾部的速度反馈线断了,调速器无法控制电机速度。