压料机异常
1、压料机异常--插板无法上升
a、插板结构上卡住了,使用棍子敲一下后才能动作;
b、查看料块厚度是否设置过大,导致插板阀卡住无法上升;
c、检查插板阀控制电磁阀是否异常;
d、检查气压是否充足。
2、压料机异常--后端限位报警
a、压料机后端限位报警,推板实际后退到了后限位,因为驱动器参数H05.01设置错误,正确是设置0(低速脉冲),实际设置了1(高速脉冲)导致设备反吹时,推板会有后退的动作,一点一点后退就碰到了后端限位;
b、报警原因:
1、伺服推板位置后退太多,触发后端限位传感器;
2、后端限位传感器位置偏离(不能和原点太过接近,需要错开);
当前位置脉冲数偏移(需调整推板回原点后在伺服校准伺服零点)。
解除报警方法:使用手动界面的寸动前进和寸动后退调整推板位置。

a、推板前进到原点后停止(推板上下平齐的位置为原点)
b、检查IO表原点点位有没有亮起,没有亮则检查传感器位置是否错位,或是传感器损坏无输出

c、确认当前位置脉冲数为0(或接近为0),推板回到原点,传感器也正常亮起,当前位置脉冲数不为0或不接近0,在伺服调整H05-30参数设置为6(以当前位置为脉冲原点),调整后当前位置脉冲数就显示为0

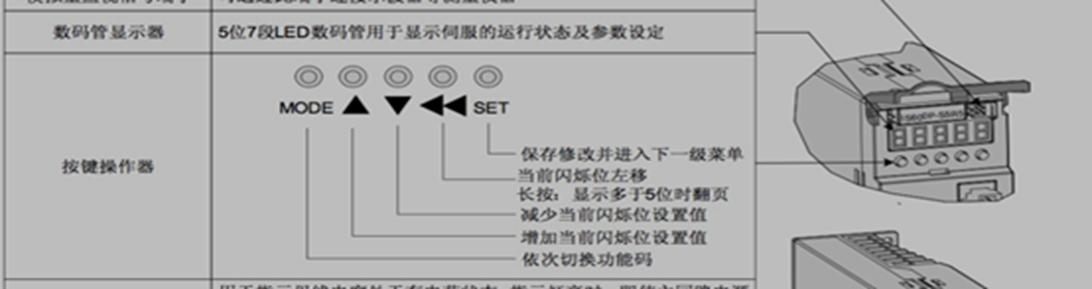
伺服参数设置
3、压料机异常--压料机堵料
a、料仓小,废料来料速度太快,无法及时处理废料;
b、满料压推板无动作,可能是程序或是传感器问题,以及启动时原点待机没有接通,可先设置为间隔压料;
c、插板漏风,废料在料仓中飘荡不下落;
d、进料口方向错误,向下吹风,导致废料在料仓中飘荡。
4、压料机异常--压料机风速异常
无刷风机驱动板的调节的电阻异常,导致无法调节风速
5、压料机异常--压料机超扭矩报警
a、查看定刀和动刀的间距是否过近,导致撞刀超扭矩;
b、手动伺服前后移动,看推板到哪个位置扭矩会异常,检测异常扭转位置推板和框体是否有干涉;
c、伺服后退时报超扭矩报警,看电缸下面的废料盒是不是没清理,导致废料太多挡住毛刷了。检查推板后面的毛刷有没有变形;
d、伺服快速推进时,报超扭矩报警,看程序超扭矩判断脉冲是否过大,导致推板到刀口位置切料时还在判断超扭矩,导致误报警。